Industrial valves are mechanical devices that open, close, or partially obstruct passageways. They can regulate the flow of liquid or gas within a system. Industrial valves are of various types, such as gate valves, globe valves, ball valves, butterfly valves, check valves, etc. These valves have different performance, functions, and working principles. Considering their typical applications, you can choose the best item. Meanwhile, you should notice other factors such as materials, fluid type, operating condition, and fluid control requirements. These considerations can help you go through the selection process successfully.
What Are the Common Types of Industrial Valves?
Industrial valves regulate gases, liquids, and slurries. According to
Plant Automation Technology, they all have similar functions but different designs and features. Here are the most common types of industrial valves.
Gate Valves
They are isolation valves that can halt or start water flow. Due to their liner disc movement, they don't offer flow control. The important thing about these industrial valves is their shut-off and on mechanism. While they are open, nothing can block the flow through the pipelines. Because of their isolation capability, gate valves are widely used in power plants, commercial centers, wastewater plants, and more.
Advantages
- Very low friction loss
- Saving more energy
- Reducing ownership expenses
- Low-pressure changes
- Minimum pressure loss and laminar flow
- Offering bidirectional flows
- Simple design
Disadvantages
- Impossibility of accurate control
- Vibration production
- Leakage possibility in systems with high-temperature changes
- Complicated maintenance and repair
Globe Valves
Globe valves are linear motion industrial valves that look like globes with plug-type discs. They are significantly popular in different industries and can regulate fluid flow perfectly. The structure of globe valves includes a baffle that divides the interior space. The movable disc is the component that can be closed to constrict the flow. These industrial valves can work manually or automatically based on project needs. Since they offer quick opening-closing timing, professionals prefer to use them for high-temperature applications.
Advantages
- Excellent shutting mechanism
- Wear and tear resistance
- Functional operation
- Ease of body ring seating
- Short opening-closing time
- Positive shut-off
- Easy repair and maintenance
Disadvantages
- Higher pressure relief
- Not impressive for high-pressure applications
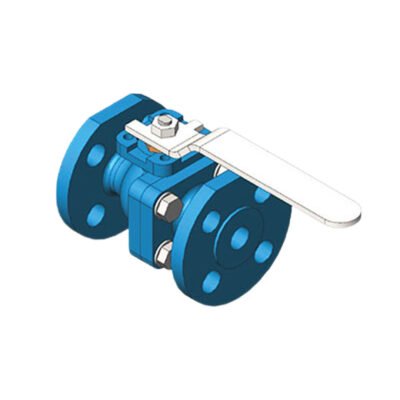
Ball Valves
These pipeline valves are great controllers, and they are counted as quarter-turn valves. As the name shows, industrial ball valves utilize a ball to control the substance flow from one opening to another. They can open, block, and even partially open a hole to let fluid flow. It's considered one of the fastest industrial valves, which makes it suitable for many conditions. These valves offer a 90-degree turn and can bear up to 700 bars pressure and 200°C temperature. With no extra effort, ball valves can provide an excellent level of regulation. These pipeline valves are usually used in natural gas industries. Yet, valve manufacturers design them to be helpful for chemical storage and residential uses. Different types of industrial ball valves are:
Different Types of Industrial Ball Valves
- EzPress/EzGrip ball valve
- PEX valves
- PP-R valves
- CSA gas ball valves
Advantages
- Leak-proof feature
- Compact and light design
- Quick opening and closing performance
- Flexibility and multi-way applications
- Low maintenance expenses
- Minimal leakage through wear and tear
- Efficient operation time
Disadvantages
- Improper permanent throttling
- Prone to leakage and abrasion
- Risk of surge pressure
Check Valves
These industrial valves are mainly designed to provide one-direction flow only. They are also known as nonreturn valves (NRV) and are used in many conditions. According to industrial valve suppliers, check valves only allow the gas or liquid to flow in one direction. Meanwhile, they prevent process flow from reversing in the system. The backflow can be damaging in many different conditions, especially in pumps or compressors. That's why industrial check valves are widely used in pumps, gas lines, HVAC systems, etc. Their performance is simple and automatic without needing human intervention. These pipeline valves offer benefits for the refining, petrochemical, and chemical industries. They also play an important role in wastewater management systems and manufacturing processes. Different types of industrial check valves are:
- Swing check valve
- Lift-type check valve
- Butterfly check valve
Advantages
- Simple design
- Supportive benefit
- Perfect pressure and integrity maintenance
Disadvantages
- Improper pulsating systems with fluctuating flow
- Possible wear and tear
- Vulnerable closing element
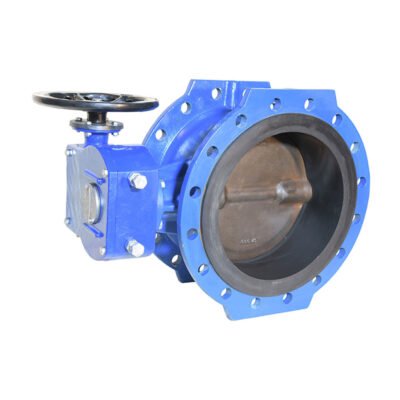
Butterfly Valves
They not only open or close but also regulate the flow. These industrial valves have a 90-degree handle with a metal disc in the body. When closed, the disc is positioned perpendicular to the fluid stream. Although their control level is limited, they are used in many industries. Water supply and wastewater treatment are the most common industries utilizing butterfly valves.
Advantages
- Compact and lightweight design
- Ease of installation
- Accurate operation
- Capabilities throttle flow
Disadvantages
- No right shut-off
- Possibility of pressure switch