

Amino Acid Manufacturing Process: Industrial and Biotech Approaches
Amino acids are crucially needed for proper body functioning, whether humans or animals. Despite twenty common types of amino acids in nature, there are nine special ones for humans and animals. These types, such as L-lysine, are used for flavoring in food processing, agriculture, or pharmaceutical aims.
The manufacturing process of amino acid begins with the conversion of starch into fermentable sugar via several steps. During the fermentation process, via using engineered microbes, sugar particles are changed to various types of amino acids. Then, the fermented broth goes through purification and drying for the next applications.
Overview of industrial scale amino acid production Methods with Comparison Table
There are several methods for industrial amino acid production. Depending on the manufacturing scale or desired advantages, each may be chosen. Four major methods include microbial fermentation, enzymatic and chemical synthesis, and protein hydrolysis/extraction.
- Microbial Fermentation: During the process, yeast or bacteria convert sugar to amino acid under certain conditions to achieve the highest yield. (Source: Ajinomoto)
- Enzymatic Synthesis: In this method, amino acid is produced from precursors and specific enzymes to reach a high-purity result. Scale expansion would be limited due to enzymes being expensive.
- Chemical Synthesis: Certain amino acids are made from this process through a chemical reaction that uses toxic reagents like cyanide and affects the environment via sharing chemical waste.
- Protein Hydrolysis (Extraction): Natural proteins crush into amino acids or peptides. Due to economic considerations, this method is affordable for a few types of amino acids while providing recycling as well.
| Method | Scalability | Cost | Purity | Environmental Impact | Applications | Key Limitations |
|---|---|---|---|---|---|---|
| Microbial Fermentation | High: Easily scaled to industrial bioreactors (1000s of liters) | Low: Utilizes renewable feedstocks (e.g., starch, molasses) | High: >99% L-amino acids with optimized strains | Low: Biodegradable waste, energy-efficient with modern bioreactors | Food (e.g., MSG), feed (e.g., lysine), pharma | Requires downstream purification, strain optimization |
| Enzymatic Synthesis | Medium: Limited by enzyme production and reactor size | Medium: Enzyme costs offset by high specificity | Very High: ~99.9% with precise enzymatic reactions | Low: Minimal waste, recyclable enzymes | Pharma (e.g., aspartic acid), specialty chemicals | High enzyme costs, limited to specific amino acids |
| Extraction (Protein Hydrolysis) | Low: Limited by raw material availability (e.g., soy, casein) | High: Labor-intensive, raw material costs | Medium: 80–90%, risk of impurities | High: Chemical hydrolysis generates waste (e.g., HCl) | Food, supplements | Low yield, inconsistent quality, environmental concerns |
| Chemical Synthesis | High: Large-scale chemical plants feasible | High: Expensive reagents, energy-intensive | High: >98%, but produces D- and L-amino acids | High: Toxic byproducts, high energy use | Pharma, industrial chemicals | High cost, environmental footprint, chiral purification needed |
Now, as we clarified, fermentation includes the best combination of cost-effectiveness, high-yield processing, and high-quality amino acid results among all these four methods
Starch as a Key Feedstock in Amino Acid Manufacturing Process
As a primary feedstock for amino acids, starch provides a wide range of sources, including corn, cassava, potato, and rice, for fermenting sugar from polysaccharides. Three starch leaders, including North America, China, and Europe, essentially use corn, while in tropical regions, potato is more common.
Conversion of Starch to Sugars
Before the fermentation section, starch must go through a hydrolysis process in which gelatinized starch is mixed with amylase or dextrose at high temperatures. The sugar broth then goes through the fermentation process.
Integration in Amino Acid Plants
Starch processing lines can be combined with amino acid production to create a continuous fermentation and liquefaction process.
Industrial Fermentation Process
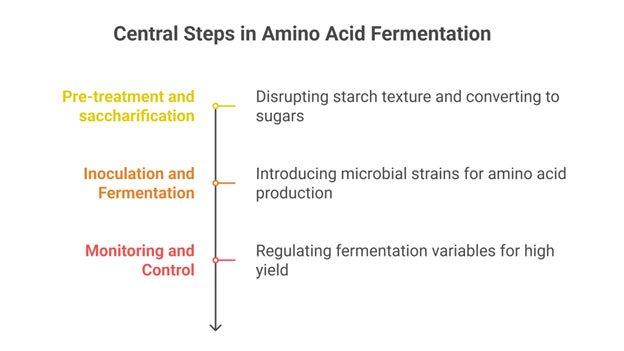
As the central part of the amino acid manufacturing process, the fermentation process is widely used due to its cost-effectiveness and scalability. It includes several main steps:
Pre-treatment and saccharification: This process begins by disrupting the starch texture through heating and gelatinization, followed by the action of enzymes that break down the starch into fermentable sugar particles for the microbial process.
Inoculation and Fermentation: Microbial strains are engineered to boost amino acid bacterial fermentation in bioreactors, as noted in ScienceDirect, considering certain conditions (pH 4.5–7.0, temperature 30–37°C).
Monitoring and Control: To control the main variables (such as temperature, pH, agitation control, and oxygen level) of the fermentation process, there are multiple sensors in equipment and automatic systems. This consideration will aim for high yield and microbial activity.
Microbial Strains and Their Engineering
Microbial strains are categorized by their performance in industrial amino acid production. For instance, for a high glucose concentration, B. subtilis is a top choice for microbial strains and their genetic engineering.
Common Microbial Strains
Many microorganisms are there for the amino acid manufacturing process involved with their specific functioning; the most famous ones in amino acid production include:
Corynebacterium glutamicum: This type works for L-glutamic acid or L-lysine production, while due to its high tolerance in certain conditions, it is perfect for large-scale manufacturing.
Escherichia coli: To produce L-tryptophan and L-phenylalanine, E-coli is recommended. It’s a sophisticated choice for complex amino acids and contains rapid growth as well.
Bacillus subtilis: The NIH represents that this type excels in enzymatic hydrolysis–based amino acid production due to its adaptation and good performance in harsh conditions for amino acid and peptide conversion.
Genetic Engineering and Metabolic Optimization
To improve microorganisms’ functioning in the amino acid manufacturing process, their genes are engineered. Below are some more preferred method:
Overexpression of Biosynthetic Genes: Through boosting the specific enzymes for their amino acids, the production rate will increase continuously.
Knockout of Competing Pathways: To maximize the yield, genes that may cause degradation or wasteful byproduct formation are deleted. For instance, pyruvate dehydrogenase removal will level up L-valine production. (Source: SPRINGER NATURE)
Regulatory Gene Modifications: To improve the resistance of these microorganisms, they’re modified. To give an example, in B. subtilis, genes are engineered to show a stronger sugar concentration.
Fermentation Equipment Overview for Amino Acid Production
As the heart of the amino acid manufacturing process, fermentation requires much equipment. Depending on the bioreactor type and other augmented equipment like sensors, agitators, and aeration systems, the fermentation section can be designed in different ways.
Bioreactor Types: Batch, Fed-Batch, and Continuous Systems
In batch bioreactors, all substrates are added at the beginning of the fermentation process, while in fed-batch ones, substrates are added during the process constantly to achieve the highest yield in most industrial amino acid production lines.
Also, continuous bioreactors are one another method via continuous feeding and product removal to reach a high productivity rate of production, while providing a high contamination risk.
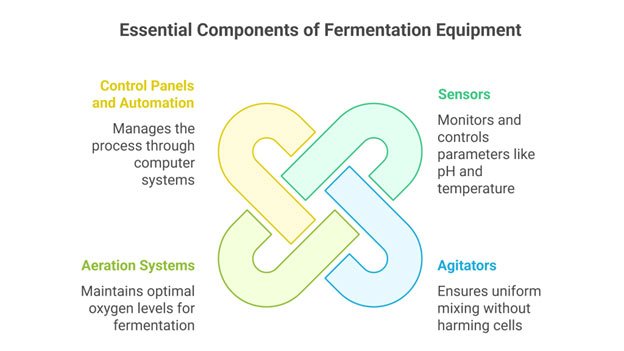
Key Components of Fermentation Equipment
There are several key equipment for bioreactors to control the process. Sensors, agitators, aeration systems, and control panels are these four main components of fermentation monitoring:
- Sensors: parameters like pH (normally 4.5–7.0), temperature (30–37°C), dissolved oxygen, and glucose level are controlled via sensors.
- Agitators: to create such a smooth and uniform fermentation broth, agitators stir the mixture constantly, while having no harmful changes in microbial cells.
- Aeration Systems: The dissolved oxygen (DO) level in the aerobic fermentation process matters the most. In fact, the higher the oxygen transfer rate (OTR) gets, the better the fermentation process goes through.
- Control Panels and Automation: computer systems mostly control all steps of the process via specific sensors or Programmable Logic Controllers (PLC).
Scale-Up Considerations: From Lab to Commercial Production
To convert a lab-scale fermentation to an industrial-scale one, manufacturers face many issues, such as oxygen transfer, mixing efficiency, heat transfer, or process control. Let’s figure out how we should get along with them through a comparative table:
| Consideration | Lab-Scale | Commercial-Scale Challenge | Solution | Impact |
|---|---|---|---|---|
| Oxygen Transfer | High OTR, kLa: 200–500 h⁻¹ | Lower OTR risks oxygen starvation | High-efficiency spargers, target kLa: 100–200 h⁻¹ | Maintains yields (e.g., 50 g/L L-lysine) |
| Mixing Efficiency | Uniform, mixing time: <10 s | Nutrient gradients reduce yields | CFD-optimized impellers, mixing time: 20–60 s | Ensures consistent substrate availability |
| Heat Transfer | Efficient, ±0.5°C control | Excess heat from exothermic reactions | Cooling jackets/coils, ±1°C control | Prevents yield loss from temperature spikes |
| Process Control | Manual/semi-automated | Complex dynamics require automation | PLC/SCADA systems, ±0.1 pH precision | Enhances reproducibility, cuts labor costs |
| Contamination Risk | Low, easy sterilization | High risk, yield loss up to 50% | CIP/SIP protocols | Ensures purity, GMP compliance |
Table tip: kLa is a parameter for transformed oxygen in the fermentation process which shows the high yield of the process.
Downstream Processing & Purification in Amino Acid Production
After the fermentation process, to produce a high-purity product, separation, purification, and drying systems are paving the way for amino acid manufacturing. Each part is segmented into some different methods; let’s break them into smaller particles!
1. Separation Methods
Centrifugation is a high-speed step for separating amino acid particles from the fermented broth, while the Filtration process refers to passing broth through filters.
If the final amino acid is sensitive to heat, filtration would work better than centrifugation. Also, high-volume amino acids like L-lysine centrifugation show a stronger performance.
2. Purification
The most used method for the purification section is Ion Exchange Chromatography, in which broth is passed through resin columns to separate based on anion and cation aspects.
This method is widely used in L-glutamic acid and L-lysine production with over 99% purity.
Other techniques like reversed-phase or size-exclusion chromatography collect amino acids of different types by their molecular sizes and are used for pharmaceutical applications.
3. Drying and Final Formulation
In the drying section, a high-purity amino acid mixture goes through spray drying or freeze-drying to remove water and finish the crystallization part. Manufacturers are mostly choosing spray drying due to cost-effectiveness and high-speed properties.
Additionally, once amino acid is dried, granulation, additives applied, and packaging finalize our result to transport for the next applications.
Process Integration and Automation
The latest amino acid manufacturing methods are followed by modern and automated machinery. Each stage is connected to the next one to improve the total process from starch pre-treatment to final formation and packaging, including a decrease in human error as well.
Full Line Setup: From Starch to Amino Acid
From raw material preparation to conversion them into a purified amino acid product, there are multiple main units should be run to achieve that desired finish:
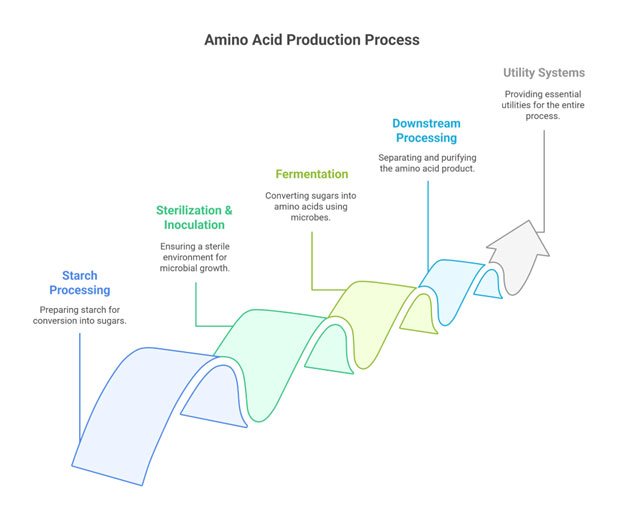
Starch Processing Unit:
- Gelatinization
- Liquefaction (α-amylase treatment)
- Saccharification (glucoamylase hydrolysis)
Sterilization and Inoculation Station:
- High-pressure steam sterilization
- Aseptic transfer of microbial inoculum
Fermentation Section:
- Bioreactors (batch, fed-batch, or continuous)
- Aeration and agitation subsystems
- Real-time monitoring systems (DO, pH, temperature, glucose level)
Downstream Processing:
- Cell separation (centrifugation or microfiltration)
- Product concentration and purification (ion exchange, chromatography)
- Crystallization and drying
Utility Systems:
- Clean steam generation
- Water for injection (WFI)
- Clean-in-Place (CIP) and Steam-in-Place (SIP) modules
PLC and SCADA Systems in Fermentation Control
Programmable Logic Controllers (PLC) and Supervisory Control and Data Acquisition (SCADA) systems are both critically used in the amino acid manufacturing process to develop the monitoring system.
PLCs emphasize real-time control processes to ensure specific conditions, such as temperature or OD rate. SCADA platforms, through visualizing and analyzing the data, can offer operators to manage different conditions in a remote way.
Energy Efficiency and Waste Minimization Strategies
As sustainable trends are growing, manufacturers should consider new technologies to lower costs and energy usage:
CO₂ Reuse and Capture: By capturing the CO2 of the fermentation process, it can be used in the beverage industry or other aims.
Smart Energy Monitoring: AI-powered analytics are on the latest trends that can indicate which section has the lowest yield and how to improve the process through to the point offered.
Heat Recovery Systems: In amino acid production, there are some parts required for heating like starch gelatinization or SIP process that the recovered heat from fermentation part can be used in these processes.
Regulatory and Quality Considerations
Due to pharmaceutical and food-grade applications of the amino acid, it does matter to consider quality control and regulation in each step of the manufacturing process. There are some special organizations including standards to make sure of the final product safety and quality:
- FAO/WHO Codex Alimentarius
- USP (United States Pharmacopeia)
- FCC (Food Chemicals Codex)
- EFSA (European Food Safety Authority) requirements for food additives
Also, there are some other standards and protocols like GMP, CIP, and SIP that are explained:
GMP is recommended for a safe and high-quality amino acid, whether for drug aims or food-grade amino acids. They improve each step of the main process and equipment via various standards.
CIP is used to eliminate organic particles and biofilms from the internal surfaces of fermenters, pipelines, and tanks through high-pressure sprays, while SIP refers to cleaning the closed systems at harsh conditions (high pressure and temperature).
Innovations and Future Trends in Amino Acid Manufacturing
All around the world, manufacturers look for eco-friendly and innovative solutions to meet this new era of demands. In amino acid production lines, single-use bioreactors, advanced monitoring systems, AI-driven process optimization, and circular bioprocessing are becoming the core of global innovations.
- Circular Bioprocessing: In this method, agricultural residues, food industry by-products, or non-edible biomass are converted into sugar particles to lower the cost of feedstocks.
- AI-Driven Process Optimization: To increase the productivity of amino acid production, AI and machine learning via analysis and process design help manufacturers out.
- Single-Use Bioreactors: Single-use bioreactors (SUBs) changed the traditional methods by decreasing contamination risks and cleaning and sterilization.
Conclusion
Amino acid manufacturing requires modern and scalable production lines. From raw feedstocks to fermentable sugar conversion, from fermentation to drying and packaging, all these steps are controlled via real-time monitoring systems. To get on top among these competitors, manufacturers must consider new industrial trends. Moreover, the practical design of plant setup is not optional anymore; to fulfill global demands, going through international standardizations is essentially required.
FAQs
1- Why is modern equipment key to competitive amino acid production?
Modern equipment builds continuous control over each section to avoid any waste and higher yield. Features such as automated CIP/SIP, advanced sensors, and scalable bioreactors aid the process to reach the best performance while lowering the costs and managing the waste.
2- How can equipment suppliers support efficient plant setup and operation?
Equipment suppliers recommend turnkey solutions such as process design, integration, validation support, and after-sales services. Furthermore, they offer modular, GMP-compliant systems with automation-ready controls (PLC/SCADA) to create such a base for the amino acid manufacturing process.
3- What challenges are faced when scaling up fermentation from lab to commercial production?
To convert a lab-scale fermentation to an industrial-scale one, manufacturers face many issues, such as oxygen transfer, mixing efficiency, heat transfer, or process control.
4- What is the role of hydrolysis in the amino acid manufacturing process?
Before the fermentation section, starch must go through a hydrolysis process in which gelatinized starch is mixed with amylase or dextrose at high temperatures. The sugar broth then goes through the fermentation process.










Leave a Reply