

How to Hydrotest Ductile Iron Pipe?
Have you ever wondered how manufacturers ensure the performance of their pipeline? Once the ductile iron pipes manufacturing process is completed, to provide a leak proof pipeline, hydrostatic testing is essential. Proof testing and field testing are both used for DI pipe testing, whether in the manufacturing stage or post-installation, following standards such as AWWA hydrotest standards and EN 545 guidelines.
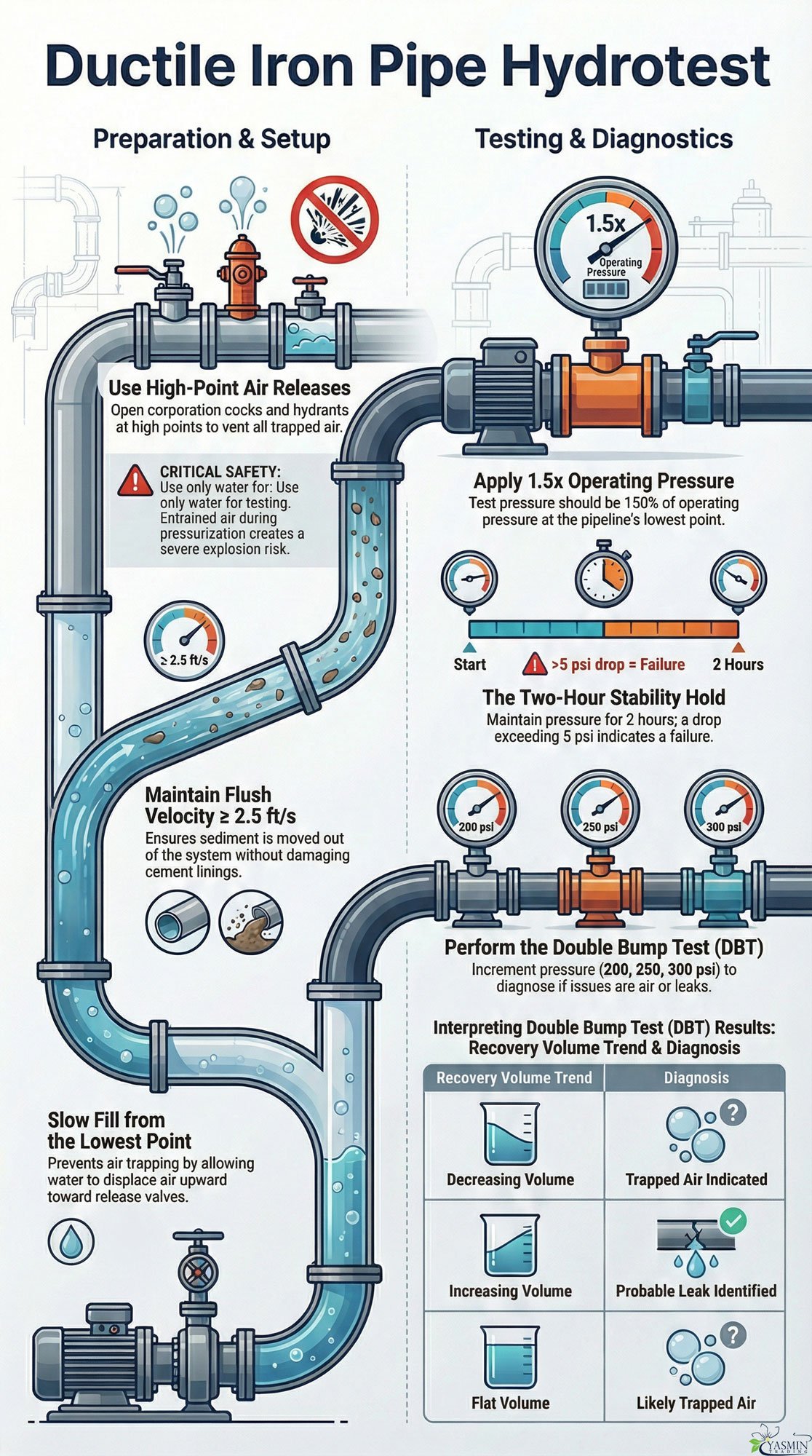
Ductile iron pipes’ hydrostatic testing begins by filling the pipelines with water to remove air, followed by increasing the pressure to 1.5 times the working pressure using a calibrated pump. Maintain the pressure for a specific time, and to diagnose further leaks, use a double bump test. Follow AWWA hydrotest standards and use water for safety.
This guide explores hydrostatic testing, its diagnostic approach to DBT, and post-test procedures for ensuring safety improvements.
Preparing for Success: Flushing and Air Removal in Hydrostatic Testing
Before the pipeline testing, pipes should be flushed for hydrostatic testing of ductile iron pipes to clean and fill the pipes with water before the pressurization process. This process mainly goes for debris and trapped air removal.
How Important Is the Flushing Process in Debris and Trapped Air Removal?
There are several reasons that a proper flushing is crucial in the ductile iron pipe testing process, such as debris clearance and air removal.
Debris clearance is required due to entering soil or sand particles during the installation that can damage valves or fittings while decreasing the risk of operational issues post-commissioning.
Air removal happens considering how dense trapped air can get, unlike water, and can cause mishaps during the pressure testing. These fluctuations seem like leaks that continue with unnecessary maintenance, evaluations, or retests.
Standards and Guidelines on Preliminary Flushing
Industry standards provide clear guidance on flushing before pipeline testing to ensure consistency and reliability:
AWWA C600 Guidelines: This standard mainly indicates how important it is to slowly fill the pipes with clean water to remove air and debris. According to Scribd, via adding air release valves or cocks at high points for a better water flushing performance and reducing the safety risks.
EN 545 Guidelines: The European standards for the hydrostatic testing of ductile iron pipe rely on complete air removal before the primary process. Filling the entire pipeline from the lowest point to make sure all the air is released.
Techniques for Effective Flushing and Air Removal
To succeed in the ductile iron pipe testing procedure, here are some valuable techniques that are highly recommended:
- Slow Fill from Low Point: For a natural and complete air removal, fill the pipeline slowly from the lowest point with water. The quicker water filling gets, the worse air traps, especially to avoid air trapping in complicated pipelines.
- High-Point Air Release: via installing air release valves, corporation cocks, and fire hydrants to release the trapped air at high points by keeping them open while flushing is going on and on.
- Flush Velocity ≥ 2.5 ft/s: As the AWWA does not mention a specific flushing velocity, a range of 2.5 ft/s (0.76 m/s) or more is suggested to move sediment with no cement lining damage.
- Visual and Flow Checks: Controlling the flow rate is another key factor to ensure that air bubbles are entirely removed.
| Procedure | Key Action | Purpose |
|---|---|---|
| Slow Fill | Fill slowly from lowest point | Prevents air trapping |
| Air Release | Open valves/cocks/hydrants at high points | Releases trapped air |
| Flush Velocity | Maintain ≥ 2.5 ft/s (0.76 m/s) | Moves sediment safely |
| Flow Monitoring | Check flow visually and by instruments | Ensures complete air removal |
Standard Hydrostatic Testing Procedure for Ductile Iron Pipe
To ensure the proper performance and leak-free operation of ductile iron piping systems. The testing procedure includes a setup section for the test, applying certain levels of pressure, controlling the pressure, and final evaluation for standard compliance.
Test Setup: Preparing the Pipeline for Testing
Test setup creates a reliable base for an accurate and safe hydrostatic testing of ductile iron pipe via filling pipes with clean and potable water, including no trapped air, and controlling the whole process through correct installation. Below, the outline of the setup process is fully explained:
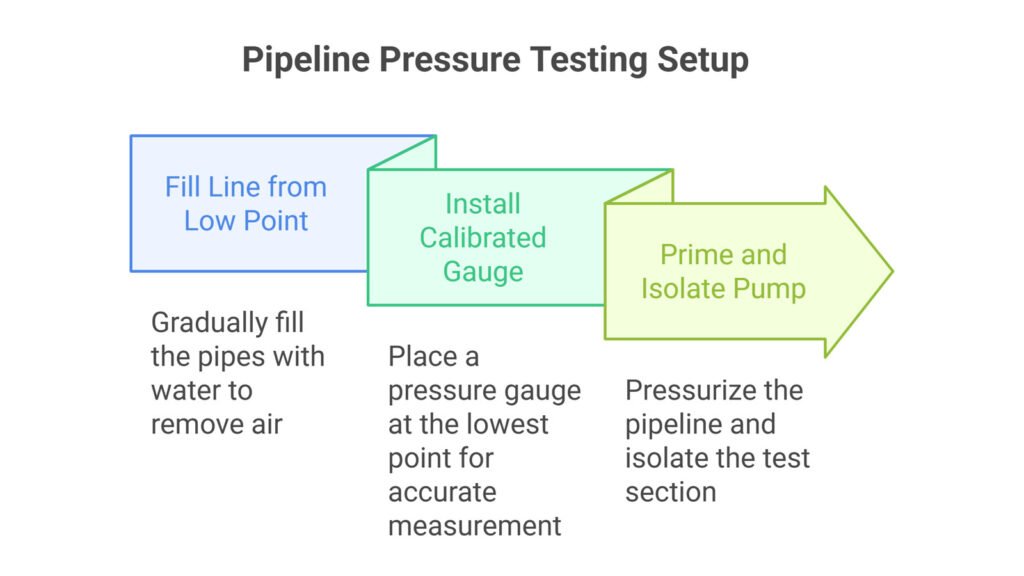
- Fill Line from Low Point: Filling the pipes with clean and potable water is the first step in setting up the line for the test. This process is operated gradually at the lowest point to remove air while ensuring complete filling. This helps the air to be expelled from high points like valves or fire hydrants.
- Install Calibrated Gauge at Low End: Via placing a liquid-filled pressure gauge at the lowest point of the test section and at least 3 feet above grade, and to verify that the calibration should be returned to 0 psi (from 2 psi). Also, this setup ensures the correct measurement during the test, including pressure changes.
- Prime and Isolate Pump: To deliver a consistent pressure, pressurize the pipeline with a pump (whether hand- or motor-driven), then prime the pump and isolate the test section by closing the valves to avoid pressure changes during the test.
Pressure Guidelines: Setting the Right Levels
There are multiple rules to achieve safe testing for ductile iron pipe that rely on the AWWA C600 guideline.
- First, the test pressure should be about 1.25 times the regular pressure tolerance of the pipeline at the highest points. For instance, in a pipeline with a 100-psi normal operating pressure, the testing pressure must be about 125 psi.
- Second, the test pressure is recommended to be 1.5 times the operating pressure at the lowest points where elevation changes the hydrostatic pressure. For a 100-psi pressure tolerance, a 150-psi pressure rate should be tested.
- Third, for pipes with cement mortar lining, the same pressure rate as the operating pressure is recommended to avoid any damage to the linings.
Test Duration: Maintaining Pressure Stability
The correct timing for hydrostatic testing of ductile is to ensure a long-lasting piping system’s performance in harsh conditions.
The hydrostatic testing of ductile iron pipe requires keeping the pressure test for at least 2 hours based on AWWA C600. During the process, the pressure shouldn’t change more than five psi to consider the temperature changing or other practical aspects.
- Pro Tip: To succeed in the testing process, control the process continuously to achieve a stable pressure curve via a pressure recorder.
Allowable Make-Up Volume and Evaluation
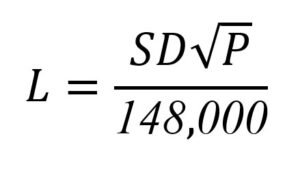
Due to conditions such as minor leaks or tiny trapped air, a small amount of water must be added to fix the test pressure. Via a formula and a table allowable make-up volume is calculated.
Where:
L: Allowable leakage (gallons per hour)
S: Length of pipe tested (feet)
D: Nominal diameter of pipe (inches)
P: Average test pressure (psi)
| Pipe Size (in.) | 4 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 36 | 42 |
| Leakage (gph) | 0.33 | 0.50 | 0.66 | 0.83 | 0.99 | 1.32 | 1.66 | 1.99 | 2.48 | 2.98 | 3.48 |
Now, measure the added volume with a known-volume container. If the recovery volume exceeds the allowable amount, the test fails and shows a probable leak or trapped air.
Diagnostic Approach: Double Bump Test for Hydrostatic Testing
To clarify uncertain test results as a diagnostic pressure test for hydrostatic testing of ductile iron pipe, the double bump test (DBT) is mainly used.
If the test results show >5 psi pressure drops or high make-up water, even suspecting the existence of trapped air, then DBT comes to aid the engineers in reshaping the testing. (Source: McWANE DUCTILE)
How Does DBT Work?
Pressurize the pipeline up to 200 psi for 30 minutes and measure the recovery volume (e.g., 5-gallon bucket, 1 inch = 0.40 gallons). Then, boost the pressure to 250 psi for another 30 minutes and record the recovery volume. At the end, increase the pressure to 300 psi for 30 minutes and measure the volume.
Interpretation: If the result shows a decrease in volume, trapped air is indicated, and if an increase, a probable leak is clarified.
| Benefit | Description |
|---|---|
| Cost Savings | Avoids excavation |
| Time Efficiency | Takes ~90 minutes vs. days for excavation. |
| Accuracy | Clarifies air vs. leak issues with recovery volume data. |
| Safety | Uses water, meeting AWWA C600 safety standards. |
Post-Test and Best Practices for Hydrostatic Testing
After hydrostatic testing of ductile iron pipe, post-test procedures and best practices in pipelines following AWWA C600 and EN 545. Here are some additional tips to pave the way for DI pipe testing:
- Use acoustic devices to detect leak sounds or visual inspections for wet spots
- Check joints and fittings first, as they are common leak points
- Log pressure curves with a recorder to verify stability (≤5 psi drop)
- Note visual leak signs (e.g., water pooling) and recovery volumes
- Avoid hydrotest pipe with air vs water due to explosion risks
- Flush before and after testing to clear debris and test water, protecting cement-lined DI pipe
- Verify joint and thrust restraint design for test pressures (e.g., 1.5× operating pressure)
Conclusion
Hydrostatic testing of ductile iron pipe indicates pipeline integrity through systematic flushing, pressure testing, and diagnostics like the Double Bump Test. Following AWWA C600 and EN 545 standards, proper setup, leak localization, and documentation minimize failures and costs. Best practices, including water-only testing and robust thrust restraints, guarantee safe, reliable water systems, protecting infrastructure and public health.
FAQs
1- Why is flushing important before hydrostatic testing of ductile iron pipe?
Flushing removes debris and air, preventing false pressure drops or test failures. AWWA C600 recommends slow filling from the low point and a flush velocity of ≥2.5 ft/s to ensure a clean pipeline.
2- What is the Double Bump Test, and when is it used?
The Double Bump Test diagnoses unclear test results by pressurizing to 200, 250, and 300 psi, measuring recovery volume in hydrotest. Flat/decreasing volumes indicate air; rising volumes suggest leaks, avoiding unnecessary excavations.
3- Can air be used instead of water for testing ductile iron pipes?
No, hydrotest pipe with air vs water is unsafe due to explosion risks from compressed air. AWWA C600 mandates water for safety and accuracy.









Leave a Reply