

Maltodextrin Manufacturing Process: Step-by-Step Guide, Challenges, and Applications
Imagine yourself in front of biscuit shelves, staring at the nutrition fact label, wondering what these unfamiliar names, such as maltodextrin, mean. How is it made? How does it affect your health?!
Maltodextrin is an easy-to-digest and odorless powder that can quickly increase blood sugar. It’s constantly used in candies, sports beverages for athletes, and pharmaceutical applications as a binder or filler for tablets.
Maltodextrin is manufactured through enzymatic starch hydrolysis (whether corn, cassava, potato, or rice). The process begins with cleaning and milling starch, then it goes through water mixing and gelatinization at 120–165°C. to achieve a Dextrose Equivalent (DE) of 5-20. α-amylase is added. Filtration and concentration via evaporation ease the drying process. Once it gets dried, maltodextrin goes through packing.
In this article, we’ll learn the step-by-step manufacturing process of maltodextrin in a practical way. Follow us till the end!
What exactly is maltodextrin?
Maltodextrin is a white, odorless and flavorless powder derived from starchy sources like corn, rice, potato, or wheat. It improves mouthfeel in beverages or yogurt and makes a crucial change in texturizing and binding cosmetics or tablets.
During the manufacturing process, starch as dextrose polymer is hydrolyzed to shorter glucose chains to make that barely sweet and water-soluble fine powder.
We will now walk through the maltodextrin manufacturing process in a systematic, step-by-step structure:
Raw Materials and Starch Source Selection
Raw materials for maltodextrin production rely on starchy crops. According to Made-in-China, the most common source is corn, mostly in the US and China, while wheat is at the top in Europe. Below, each starch is explained through various attributes:
| Attribute | Corn Starch | Cassava (Tapioca) Starch | Potato Starch | Rice Starch | Wheat Starch |
|---|---|---|---|---|---|
| Amylose Content | ~25% | <10% (Very low) | ~20% | ~15–20% | ~25% |
| Amylopectin Content | ~75% | >90% (Very high) | ~80% | ~80–85% | ~75% |
| Granule Size | Medium (~5–25 µm) | Medium (~5–35 µm) | Large (~10–100 µm) | Small (~2–8 µm) | Medium (~10–35 µm) |
| Enzymatic Hydrolysis Efficiency | High | Very high | High | High | Moderate (due to gluten interactions) |
| DE Range Flexibility | Broad (5–20 achievable) | Easily controlled | Highly controllable | Suited for low to mid DE products | Moderate (5–15) |
| Texture of Final Product | Medium viscosity, balanced texture | Smooth, clear texture | High purity, good viscosity | Fine, bland, highly soluble | Medium clarity, slight cereal flavor |
| Color and Clarity | Clear to slightly yellowish | Very clear | Very clear | Clear | Slightly opaque |
| Common Industrial Uses | Universal: food, pharma, cosmetics | Beverages, clean-label foods | Pharma, baby food, soups | Infant food, cosmetics | Bakery, confectionery, savory foods |
| Most Used Regions | North & South America, China | Southeast Asia, South America, Africa | Europe (esp. Germany, Poland) | Japan, Korea, niche markets worldwide | Europe (France, Germany), Middle East |
Cleaning and Milling of Starch Sources
Before the starch undergoes hydrolyzing process, it should be washed to remove any impurities involved. Then it goes through the milling process to shape such a fine powder with uniform particle size and smooth texture.
Starch Liquefaction and Slurry Formation
After cleaning the starch and milling process, the process involves the slurry formation and starch gelatinization at a certain temperature.
Slurry Preparation: To start the liquefaction section, the selected starch is mixed with water to make a homogeneous mixture. The ideal pH and temperature are between 5.8–6.2 and 60°C–75°C for remaining the suspension appropriately hydrated.
Starch Gelatinization: After slurry preparation, the slurry mixture is heated to 120–165°C to break the birefringence, while changing the amylose into a viscous matrix. Consider this step will ease the enzymatic attack in the hydrolysis phase.
Enzymatic Hydrolysis of Maltodextrin
The hydrolysis process ends after two main parts: the initial heating and enzyme action and controlled hydrolysis:
Phase 1: Initial Heating and Enzyme Action: After the gelatinized slurry gets cooled, it undergoes a thermostable α-amylase treatment at 95–110°C. this phase converts long chains of glucose to shorter dextrin chains.
Phase 2: Controlled Hydrolysis: This phase relies on continuing the hydrolysis process at a more moderate temperature to degrade dextrin into smaller chains. Also, to achieve a DE value based on further applications (typically between the range of 5-20)
DE Monitoring and Adjustment
Dextrose Equivalent (DE) represents the measurement of hydrolysis degree. As noted in ResearchGate, lower DE (3-10) produces longer chains, perfect for fat replacement and stabilizing, while higher DE (15-20) shows shorter chains for sweet products and releases sugar instantly.
Filtration and Purification
This section is divided into two central parts, as clarification and decolorization to be prepared for the drying steps:
Solid Removal and Clarification
After the hydrolysis process, the remaining slurry includes soluble saccharides, enzymes, and various particulates. Firstly, the residual starch and impurities should be clarified.
This process eases the next steps, like drying or concentration in high-throughput systems via centrifugation to decrease the need for mechanical loads or filters. (Source: ScienceDirect)
Decolorization and Ion Exchange
Once the slurry is clarified, it’s time to decolorize through methods like activated carbon treatment to remove organic impurities or ion exchange columns to get rid of inorganic salts and trace metal ions.
Concentration and Pre-Drying
To decrease the water content of maltodextrin slurry, it goes through a concentration process to get ready for the drying section.
This process uses multiple-effect evaporators or falling film evaporators to decrease the moisture about 30–40%. To prevent viscosity and clumps in next steps the right viscosity would be crucial to measure.
Energy Balance Considerations
As a lot of energy is needed to spend during the evaporation process in the maltodextrin process, developing thermal efficiency is crucially requested.
Therefore, mechanical vapor recompression (MVR) and thermal vapor recompression (TVR) systems will reduce energy consumption.
Meanwhile, vacuum-assisted evaporation decreases boiling point and makes the concentration process work at lower temperatures. (Source: ScienceDirect)
Spray Drying Operation
Finally, we’ve got to the last station; spray drying is all about creation of that fine powder of our clarified and concentrated mixture.
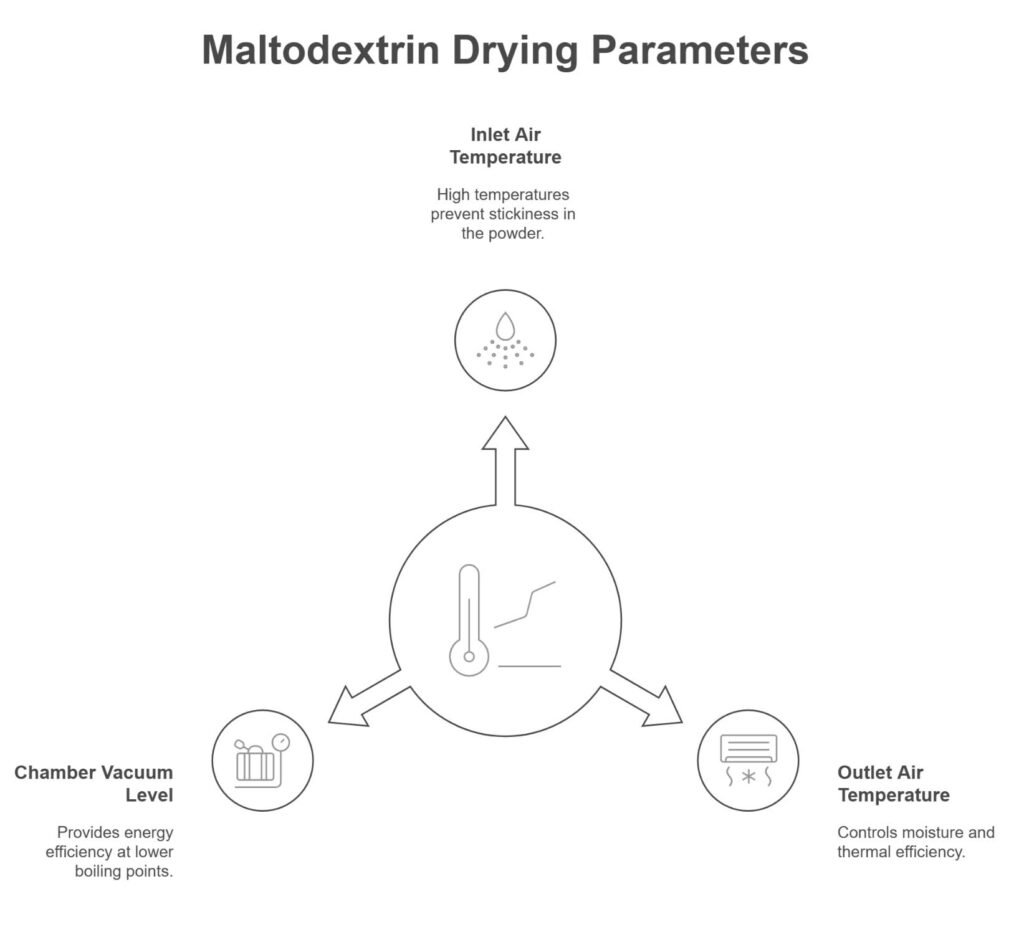
Key Process Parameters
There are three corner process parameters to reach consistency in powder aspects:
- Inlet Air Temperature: To prevent stickiness, high inlet temperatures are required (mostly 192–196°C) for surface drying.
- Outlet Air Temperature: To control moisture and thermal efficiency, it’s needed at 106–107°C.
- Chamber Vacuum Level: This should be around 44 mmCa to provide energy efficiency at lower boiling points.
Atomization and Drying
To atomize the fine droplets out of concentrated mixture, high-pressure nozzles or rotary atomizers produce particles with specific characteristics. These properties include dissolving in water quickly or prevention of crystallization.
Energy Efficiency and Process Losses
It is an infamous energy-intensive process during the maltodextrin manufacturing process, containing a thermal efficiency of around 27%.
There are several parts where energy loss can be seen:
- Heat loss from chamber walls
- Powder deposition on equipment surfaces
- Inefficient moisture removal in suboptimal airflow setups
Post-Processing: Packaging and Storage
After spray drying completion, it’s time to preserve the operative characteristics and its shelf life through effective packaging methods. (Source: PalamaticProcess)
Packaging Types and Protection
To avoid any caking or microbial growth, using se moisture-resistant and food-safe packaging materials is needed. Below, we’ll compare each of these types to make sure you’ll find the best:
| Packaging Type | Moisture Resistance | Cost | Durability | Applications | Key Features |
|---|---|---|---|---|---|
| Multi-layer PE/PP Bags | Good | Low | Moderate | Bulk industrial use | Lightweight, food-safe, multi-layer barrier |
| Aluminum-Laminated Foil Pouches | Excellent | Moderate | High | Retail, high-value products | Superior moisture barrier, lightweight, resealable |
| Fiber Drums with Inner Liners | Very Good | High | Very High | Large-scale storage, export | Robust, inner liner enhances moisture protection |
| Vacuum-Sealed/Nitrogen-Flushed Containers | Outstanding | High | High | Premium, sensitive applications | Prevents oxidation, extends shelf life |
Maltodextrin Storage Conditions
Consider glass transition temperature (Tg) as an effective component in absorbing moisture first. It should be stored in a cold and dry environment to prevent powder from sticking or clumping.
Quality Control Measures
Consistency of the final result in every industrial product is one of those controversial issues. Quality control processing eases the way of reaching the standards and criteria the consumer desires.
Key Parameters
Key parameters are included to control batch-to-batch uniformity. Below are four crucial ones:
- Dextrose Equivalent (DE): Shows the maltodextrin hydrolysis degree
- Moisture Content: Mainly must be around 5% to prevent microbial growth or caking
- Bulk Density: It depends on the final application, though it impacts solubility and packaging.
- Porosity: This indicates the final application, such as whether it is lower for beverages and higher for fat replacement.
Batch Monitoring Examples
The quality control sector tests each production batch through pH Monitoring, Moisture Analysis, DE Validation, and Physical Assessments to ensure consistency and properties.
Standards Compliance
To adapt maltodextrin’s characteristics to global food safety standards, manufacturers use multiple certifications, as we mention below:
- ISO 22000 / FSSC 22000
- GMP (Good Manufacturing Practices)
- HACCP (Hazard Analysis and Critical Control Points)
- Codex Alimentarius
- USP/NF or FCC
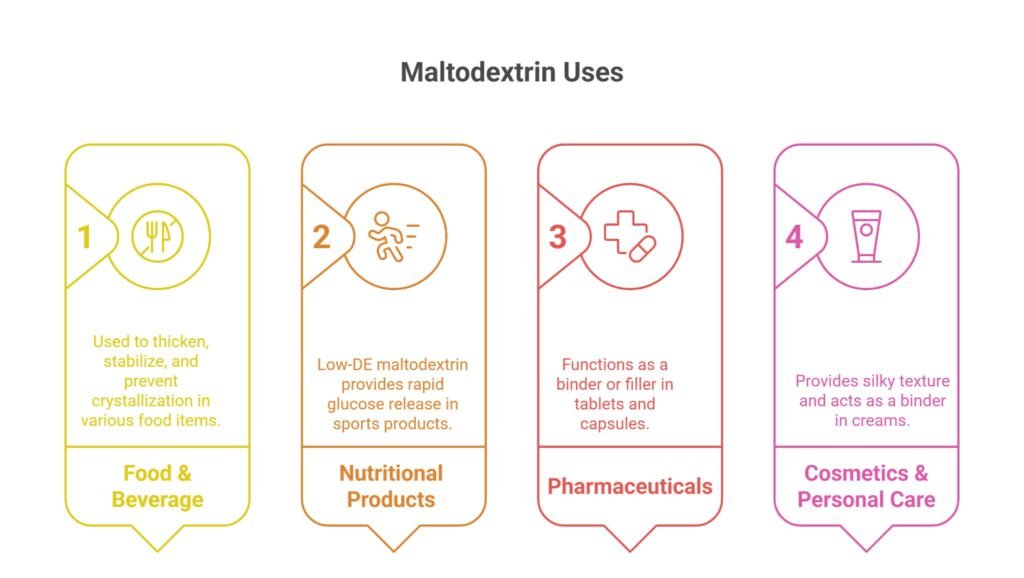
Industrial Applications of Maltodextrin
Due to the variety of maltodextrin properties, it’s expected to show itself in different industries!
Food & Beverage: It’s used to thicken, stabilize, and crystallize in sauces, drinks and confectionaries.
Nutritional/Energy Products: Low-DE maltodextrin is used in sports beverages or gels due to rapid glucose release.
Pharmaceuticals: Represents as a binder or filler in tablets or capsules where odorless and bland tasted material is required.
Cosmetics & Personal Care: Provides a silky texture while it’s skin-friendly to go as a binder and thickener in creams.
Challenges and Optimization
As all industrial productions, maltodextrin’s manufacturers are encountered with many challenges as the process runs:
- Drying Losses & Energy Use: One of the most energy-used processes in maltodextrin manufacturing is spray drying which multi-stage drying or using spray congealing will reduce the energy consumption.
- Product Quality: To reach a consistent DE and color in maltodextrin, enzyme hydrolysis control is needed. Be careful about activated carbon treatment and resin exchange.
- Environmental Controls: Evaporator condensate and scrubber water from dryers are mainly getting the manufacturer into trouble which closed-loop water systems and collecting VOCs is going to help them.
Final advice
Maltodextrin manufacturing process is a magnificent journey from breaking starch particles to experiencing a mouthful of sport gel. The creation of that water-soluble powder goes through milling, purifying, enzymatic hydrolysis, concentration, spray drying, and packaging.
Otherwise, latest innovations helped manufacturers improve energy consumption. At the end, next time you’re seeing a food product containing maltodextrin, remember how fast and sweet it’s made to increase blood pressure rapidly!
FAQs
1- What is maltodextrin made from?
Starch sourced from corn, potato, rice, or wheat is hydrolyzed into shorter glucose chains for thickening, stabilizing, or binding in industries.
2- Why is spray drying used in production?
To convert the liquid slurry into a fine powder without any clumps, while including quality and shelf-life considerations.
3- Is maltodextrin safe for consumption?
Surely, it’s approved by the FDA as Generally Recognized as Safe (GRAS) for culinary uses.










Leave a Reply